


















Înțelegerea Hamon: Ce Dezvăluie Linia de Călire despre Lama Ta
Ce este Hamon?
Treceți-vă ochiul de-a lungul unei katane lustruite corespunzător și o veți vedea: o linie de ceață așezată între margine și coloana vertebrală, uneori dreaptă, alteori rostogolindu-se ca un val, alteori erupând în vârfuri zimțate. Acea linie este hamonul. Nu este decor aplicat după fapt. Este o graniță, trasată în oțel, între două zone metalurgice fundamental diferite.
Pe o parte a hamonului se aflăha, marginea de tăiere. Această zonă este dură, de obicei HRC 58-62 pe o lamă bine făcută temperată cu lut. Pe cealaltă parte stămune, coloana vertebrala, care ramane mai moale, in jur de HRC 40-45. O lamă care este uniform tare se sparge. O lamă care este uniform moale se îndoaie și nu va ține o muchie. Hamonul este locul în care cele două zone se întâlnesc și vă spune exact cum a gestionat acest echilibru producătorul.
Când cumpărătorii ne întreabă „ce este hamonul”, cel mai scurt răspuns precis este acesta: este dovada că a avut loc întărirea diferențială. Orice altceva despre el, forma, activitatea, strălucirea, este o consecință a oțelului și a procesului care a creat acea graniță.
Cum este creat Hamon
Procesul începe înainte ca lama să vadă vreodată un rezervor de stingere. După ce lama este forjată și măcinată până la geometria sa finală, un amestec de argilă, cenușă și cărbune este aplicat pe coloana vertebrală și pe părțile laterale. Marginea este lăsată goală, sau acoperită doar cu un strat foarte subțire. Aceasta se numeștetsuchioki, aplicarea argilei și modul în care este aplicată determină forma hamonului înainte ca oțelul să se încălzească.
Lama se întoarce apoi în forjă, încălzită la temperatura critică, undeva între 780 și 820 de grade Celsius pentru majoritatea oțelurilor cu conținut ridicat de carbon. Trageți-l prea devreme și transformarea este incompletă. Împingeți-l prea departe și riscați să crească boabe care slăbesc oțelul permanent. La temperatura corectă, lama este stinsă în ulei sau apă.
Aici este locul în care fizica preia controlul. Marginea goală, neizolată de lut, revarsă rapid căldura. Răcirea rapidă conduce austenita bogată în carbon în martensită, structura cristalină dură responsabilă pentru o margine ascuțită, rezistentă la uzură. Coloana vertebrală acoperită cu lut se răcește încet, transformându-se în perlită mai moale. Acolo unde cele două viteze de răcire se întâlnesc, se formează hamonul. Activitatea pe care o vedeți în interiorul ei, se numesc micile structuri asemănătoare unui nornuşinioi, sunt cristale individuale de martensită și grupuri de cristale vizibile sub lustruire și lumină.
După călire, lama este călită la 150-200°C pentru a reduce fragilitatea fără a reda duritate semnificativă. Sari peste acel pas și vei avea o lamă care va funcționa frumos până când nu, de obicei în cel mai rău moment posibil.
Modele comune Hamon
Suguha
Suguha este un hamon drept paralel cu marginea de la bază la vârf. Pare simplu. Realizarea acestuia în mod consecvent nu este, deoarece orice variație a grosimii sau temperaturii argilei în timpul călirii apare imediat ca abatere. Școli precum tradiția Yamato și mulți fierari din perioada Shinto au favorizat suguha tocmai pentru că nu există unde să ascundă imprecizia.
Notare
Notare este un hamon ușor ondulat, unde lungi și lente, fără tranziții ascuțite. Are o calitate calmă care se potrivește cu lame cu geometrie rafinată. Valul corespunde locului în care linia de argilă a fost întinsă în timpul aplicării, creând o graniță mai degrabă graduală decât bruscă între zonele dure și cele moi.
Gunome
Gunome prezintă un model repetitiv, cu dinți rotunjiți de-a lungul hamonului. Regularitatea este intenționată și necesită aplicarea atentă a argilei pentru a produce fiecare dinte la o înălțime și o distanță constantă. Multe lame de tradiție Bizen arată gunome, uneori combinate cu alte elemente în ceea ce se numeștegunome-midare.
Midare
Midare este intenționat neregulat. Argila este aplicată cu o variație deliberată a grosimii și a formei limitei, astfel încât hamonul rezultat nu are o unitate care se repetă. Realizat bine, midare arată sălbatic, dar controlat, energic, fără a fi haotic. Este cel mai greu model de replicat convingător pe un fals, motiv pentru care este un diagnostic util atunci când se examinează autenticitatea.
Hamon real vs fals
Aici devine practic. Un hamon autentic este un produs al transformării metalurgice. Un hamon fals este gravat cu acid sau zgâriat mecanic pe suprafața unei lame uniform întărite sau, mai rău, uniform moale. Diferența vizuală este evidentă odată ce știi ce să cauți, dar mulți cumpărători nu au niciodată șansa de a învăța înainte de a cumpăra lama greșită.
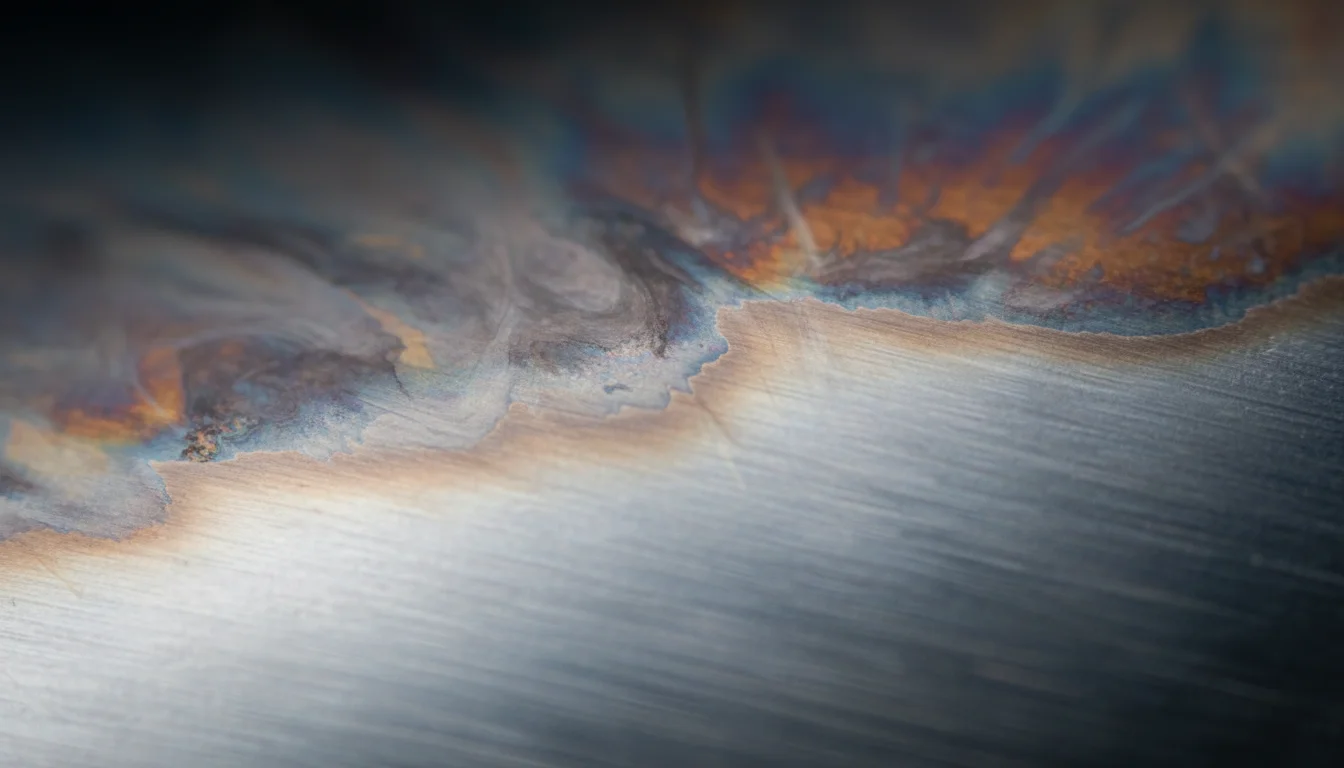
Pe un hamon adevărat, granița are adâncime. Țineți lama sub o sursă de lumină cu un singur punct și rotiți-o încet. Hamonul se mișcă, se schimbă și dezvăluie activitatea internă. Cristalele Nie captează lumina în unghiuri diferite decât oțelul din jur. Limita dintre tare și moale nu este niciodată perfect clară, deoarece oțelul nu se transformă atât de curat. Există întotdeauna o zonă de tranziție numităhabuchi, unde modele hamon caashi(proiecții asemănătoare piciorului spre margine) șiyo(insule izolate de activitate) apar într-o întărire diferențială autentică.
Un hamon fals arată plat. Contrastul dintre linia strălucitoare și restul lamei este consistent indiferent de unghiul de vizualizare deoarece este un tratament de suprafață, nu unul structural. De asemenea, tinde să ruleze în modele puțin prea curate, prea simetrice și fără activitate internă. Gravarea acidă lasă o textură mată în zona gravată, care se simte diferită de oțelul lustruit. Treceți cu vârful degetului peste el și îl veți observa imediat.
Testul de performanță este mai definitiv, dar mai distructiv. O lamă fără întărire diferențială reală va fi fie uniform tare și fragilă, fie uniform moale și incapabilă să țină o muchie. Dacă coloana vertebrală se îndoaie sub sarcină și revine curat, iar marginea se ține după tăiere, întărirea este reală. Al nostrughid de cumpărare a lameiarată cum să evaluezi aceste caracteristici înainte de a te angaja la o achiziție.
Un lucru demn de știut: oțelul inoxidabil nu poate produce un hamon autentic. Inoxidabilul nu răspunde la călirea argilei așa cum o fac oțelurile cu conținut ridicat de carbon. Dacă vedeți o lamă comercializată ca inoxidabil cu un hamon, acel model este decorativ. Pentru o comparație completă a modului în care diferitele oțeluri răspund la tratamentul termic, consultațighid de comparare a oțelului.
De ce contează Hamon pentru performanță
Colectionarilor le pasa de estetica hamon. Cutterelor le pasă de ceea ce reprezintă hamonul din punct de vedere funcțional. Cele două interese nu sunt în conflict, deoarece un hamon bine format pe o lamă temperată corespunzător înseamnă că muchia și coloana vertebrală fac exact ceea ce ar trebui să facă.
O muchie la HRC 58-62 va lua și menține o muchie fină prin tăieturi repetate. Aceeași duritate la coloana vertebrală ar face lama predispusă la defecțiuni catastrofale la stres lateral. Menținerea coloanei vertebrale mai moale, la HRC 40-45, îi permite să absoarbă șocul și să se flexeze fără să se crape. O katana fără întărire diferențială este fie un suport de perete care se va ciobi la contact, fie un suport de antrenament care nu poate tăia curat. Nici unul nu este util.
Oțel de scule T10 cu conținut ridicat de carbon, materialul pe care îl folosim la lame precumTunetul tăcutiar celRavenă întunecată, răspunde excepțional de bine la călirea argilei. Conținutul său de wolfram îmbunătățește rezistența la uzură la margine, fără a îngreuna prelucrarea oțelului. Hamonul rezultat pe T10 tinde să arate o activitate clară și un habuchi bine definit, motiv pentru care îl folosim pe o parte semnificativă a liniei noastre de producție.
Pentru noiInk Meteor, constructia san-mai adauga o alta dimensiune. Miezul dur cu conținut ridicat de carbon poartă hamonul și marginea, în timp ce oțelul exterior mai moale înfășoară coloana vertebrală și părțile laterale. Limita dintre miez și manta este vizibilă de-a lungul shinogi-ului, iar hamonul în sine se formează numai în miezul de oțel. Țineți unul sub lumină în unghiul corect și puteți vedea ambele limite simultan.
După ce achiziționați o lamă temperată cu lut, întreținerea devine parte a conversației. Duritatea diferențială care produce hamonul înseamnă, de asemenea, că marginea este mai susceptibilă la coroziune dacă este lăsată netratată, deoarece structura martensitică de la margine este puțin mai reactivă decât coloana vertebrală mai moale. Ungerea ușoară obișnuită ține acest lucru sub control. Al nostrughid de îngrijire a sabieiacoperă uleiurile specifice și intervalele de aplicare pe care le recomandăm pentru conservarea pe termen lung.
Răsfoiți selecția noastră completă dekatana cu hamon autentic temperat cu lut, inclusiv mai multe opțiuni înoțel damascunde hamonul interacționează cu modelul de cereale pliate în moduri care sunt cu adevărat dificil de exprimat în cuvinte până când le vezi în persoană.
Frequently Asked Questions